
Meta Description: A procurement-focused comparison of virgin vs recycled cotton: fiber properties, yarn performance, blend requirements, certifications, cost structures, and sourcing considerations for textile manufacturers and garment factories.
Introduction
If you are a garment manufacturer, fabric buyer, or sourcing manager evaluating cotton yarns, you have almost certainly faced a decision: virgin cotton or recycled cotton? The two fibers share a name but diverge sharply in physical properties, production economics, quality control, and regulatory compliance. Understanding these differences at the fiber level — not just the marketing level — determines whether your production line runs smoothly or stalls.
This guide compares virgin cotton and mechanically recycled cotton across the metrics that matter most on the factory floor: staple length, spinnable yarn counts, blend requirements, dyeing behavior, cost per kilogram, certification pathways, and end-use suitability. It is written for procurement professionals who need data, not slogans.

1. Virgin Cotton: What You Are Actually Buying
Virgin cotton is a natural staple fiber harvested from the seed boll of the Gossypium plant. After ginning, the raw fiber is cleaned, carded, combed (for higher grades), and spun into yarn. The fiber has never been processed into fabric before.
Key upstream characteristics that define virgin cotton quality:
Attribute | Upland Cotton | Long-Staple / Egyptian / Pima |
Staple length (mm) | 22 — 32 | 33 — 38 |
Micronaire | 3.5 — 5.0 | 3.0 — 4.5 |
Tenacity (cN/tex) | 26 — 32 | 30 — 38 |
Short fiber content (%) | < 8% | < 6% |
Spinnable count (Ne) | Up to 40s | 60s — 120s |
The defining advantage of virgin cotton is fiber length uniformity.
Because the staple has never been mechanically stressed beyond ginning and carding, it retains the structural integrity to produce even, high-strength yarns with low hairiness and controlled IPI (imperfection) values.
From a procurement standpoint, virgin cotton pricing is commodity-driven and transparent. The Cotlook A Index provides daily benchmarks, and yarn mills quote against widely understood counts (Ne 20, Ne 30, Ne 40) with standard tolerances on twist, strength, and CV%.
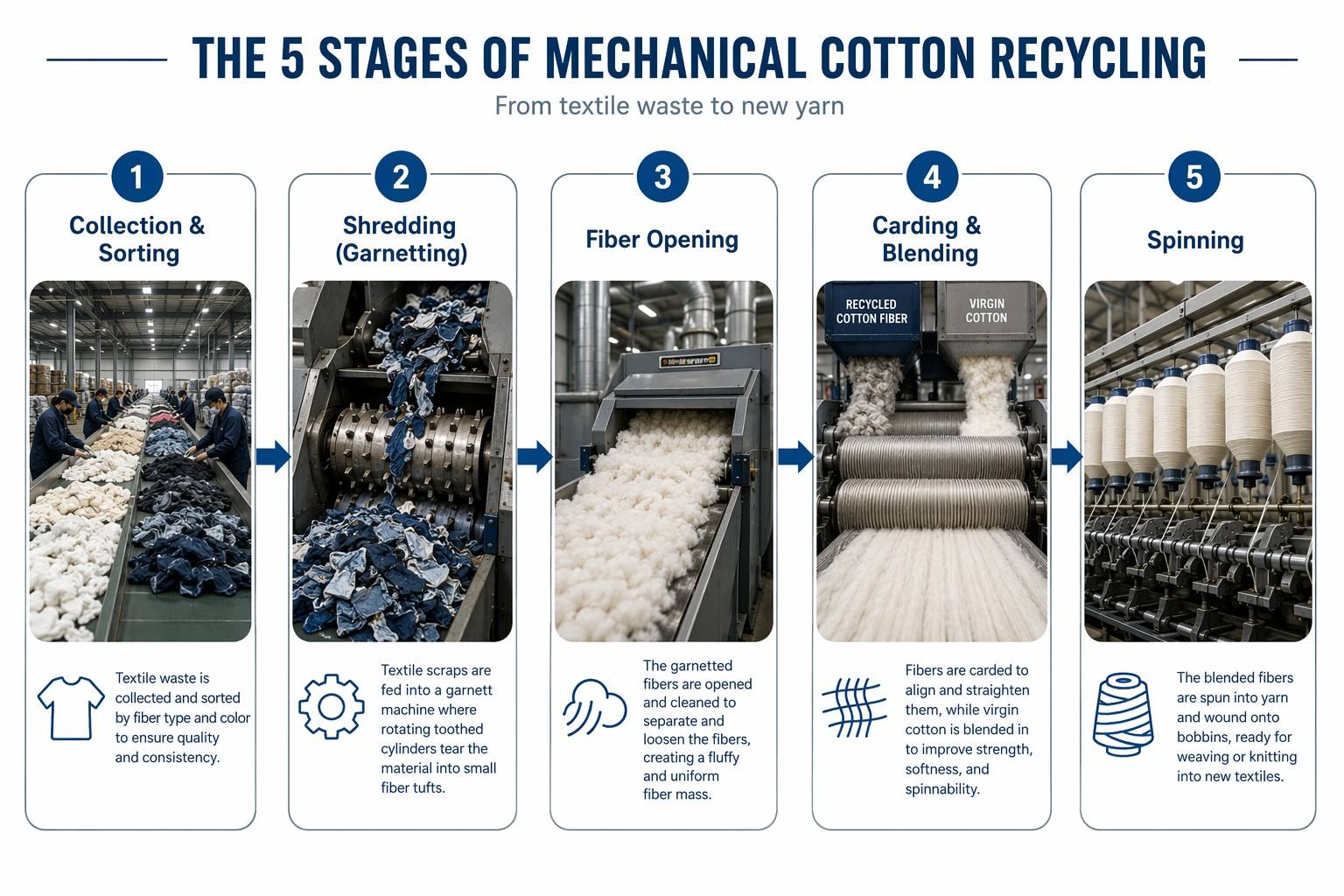
2. Recycled Cotton: What It Really Means
Recycled cotton is fiber reclaimed from textile waste — either pre-consumer (cutting scraps, selvedge, yarn waste from spinning and weaving) or post-consumer (used garments, household textiles). The fiber is extracted through a mechanical process: sorting by color, shredding through a garnett machine, and opening into short, irregular fibers that are then re-spun into yarn.
There are two distinct recycling routes:
Route | Process | Fiber Quality | Commercial Status |
Mechanical recycling | Cutting → shredding → fiber opening → carding → spinning | Fiber length 10 — 22 mm; strength degraded by 30 — 50% | Mature; dominates current supply |
Chemical recycling | Dissolution of cellulose → regeneration into continuous filament or staple (e.g., Circulose from Renewcell, Infinited Fiber) | Comparable to virgin-grade cellulose staple | Emerging; limited commercial scale |
The vast majority of recycled cotton on the market today is mechanically recycled. This is also where the most significant quality trade-offs occur. Chemical recycling is worth monitoring for long-term supply chain planning, but for most buyers writing purchase orders in 2026, mechanical recycling defines the category.
A critical distinction: mechanically recycled cotton cannot be spun into yarn at 100% content. The fibers are too short and too weak. In practice, recycled cotton yarns contain 20–50% recycled content, with the balance consisting of virgin cotton, polyester, viscose, or Tencel to provide the structural backbone for spinning.
3. Fiber Property Comparison: The Data That Matters
This is the table cotton suppliers rarely put in their brochures. These are measured ranges from commercially available mechanically recycled cotton fibers, benchmarked against standard virgin upland cotton.
Property | Virgin Cotton (Upland) | Recycled Cotton (Mechanical) | Manufacturing Impact |
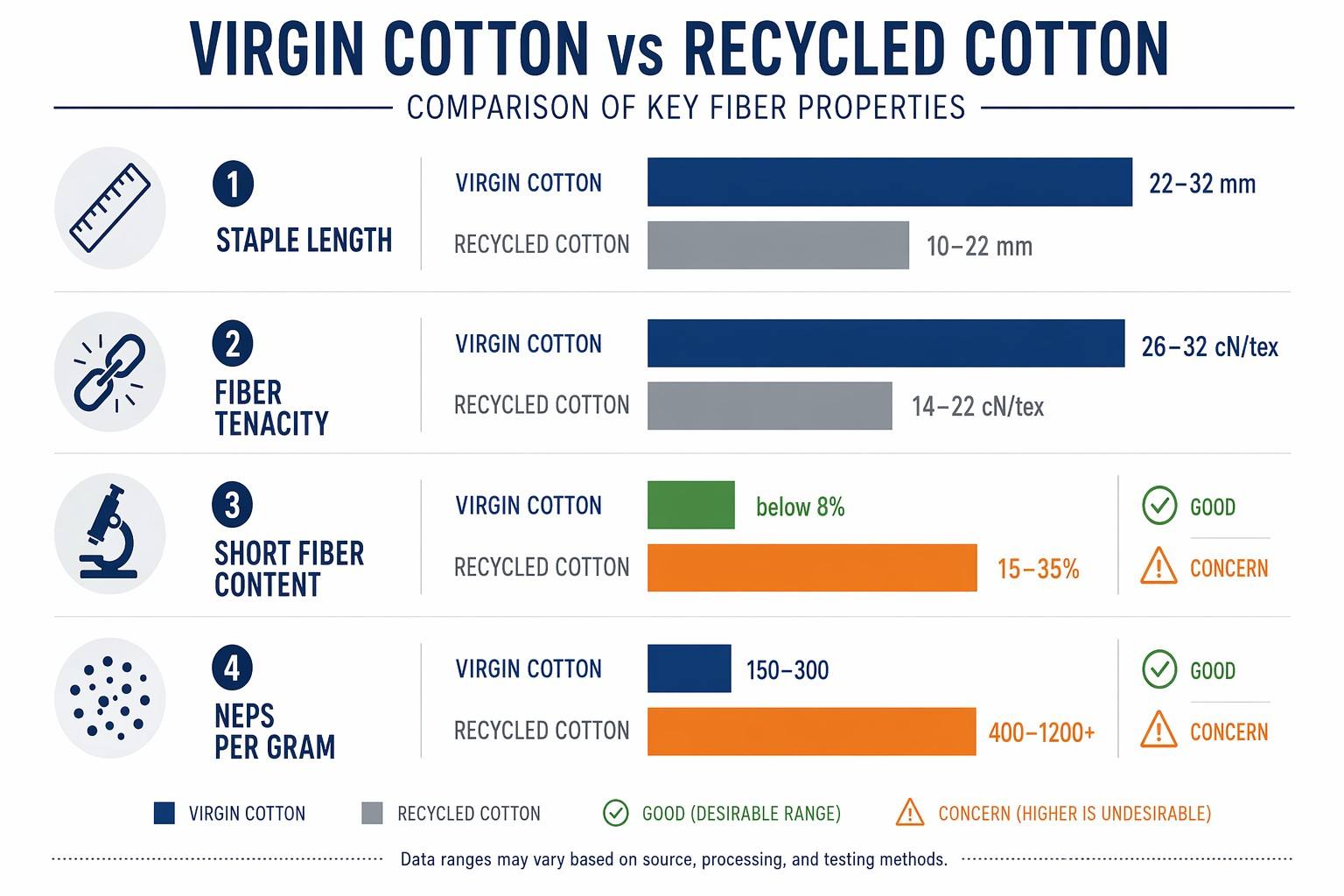
Staple length (mm) | 22 — 32 | 10 — 22 | Determines spinnable count ceiling |
Short fiber content (%) | < 8% | 15 — 35% | Higher SFC → more yarn breaks, higher fly generation |
Tenacity (cN/tex) | 26 — 32 | 14 — 22 | Directly limits fabric tensile strength |
Elongation at break (%) | 6 — 9% | 3 — 5% | Affects weaving/knitting tension tolerance |
Neps per gram | 150 — 300 | 400 — 1,200+ | Impacts fabric appearance and dyeing evenness |
Fiber length uniformity (%) | 80 — 85% | 55 — 70% | Causes CV% drift in yarn evenness |
Micronaire | 3.5 — 5.0 | Variable; blend-dependent | Cannot be reliably specified in isolation |
Trash / foreign fiber (%) | < 2% | 1 — 8% | Higher risk of contamination from stitching thread, spandex fragments |
Why Each Metric Matters on Your Production Line
Staple length and SFC together dictate the highest yarn count you can realistically spin. With mechanical recycled fiber at 15–22 mm, ring-spun yarns above Ne 21 become progressively more difficult. Open-end (rotor) spinning tolerates shorter fibers better, which is why most recycled cotton yarns in the Ne 6–Ne 20 range are rotor-spun. If your factory requires ring-spun Ne 30 or above, virgin cotton — or a recycled blend with high virgin content (65%+) — is the practical path.
Tenacity loss of 30–50% means the resulting fabric will have lower tear and tensile strength. This is especially relevant for knitwear that undergoes repeated washing (t-shirts, underwear) or woven applications where seam slippage is a concern. A recycled cotton jersey may achieve 70–80% of the bursting strength of an equivalent virgin cotton jersey at the same GSM.
Neps and contamination directly affect fabric appearance. Neps create visible white specks on dyed fabric. Foreign fibers — particularly spandex fragments from post-consumer waste or polyester sewing thread from cutting scraps — appear as undyeable defects. For solid-color or critical-appearance applications, specify a nep count ceiling in your quality agreement and request pre-production nep-testing reports.
4. Blend Requirements: Recycled Cotton Cannot Stand Alone
The most common question from first-time recycled cotton buyers: “Can I order 100% recycled cotton yarn?” The answer is no — not from any commercially viable mechanical recycling line.
The table below shows realistic blend ratios based on industry practice and what Fangtuosi has observed across recycled cotton sourcing programs:
Yarn Count (Ne) | Max Recycled Content | Common Carrier Fiber | Spinning Method |
Ne 6 — Ne 10 | 50 — 65% | Virgin cotton or reclaimed polyester | Open-end |
Ne 16 — Ne 21 | 30 — 50% | Virgin cotton | Open-end or Ring |
Ne 24 — Ne 30 | 20 — 35% | Virgin cotton or viscose | Ring (carded) |
Ne 32+ | < 20% | Virgin long-staple cotton | Ring (combed) |
The carrier fiber — the virgin component in the blend — provides the mechanical strength and length continuity that the recycled fiber lacks. Polyester is frequently used as the carrier in low-cost open-end yarns for industrial wipes, cleaning cloths, and low-grade knitwear. For apparel-grade fabrics where hand feel and breathability matter, virgin cotton or a cotton-rich blend (e.g., 60% virgin + 40% recycled) is preferred.
5. Yarn Quality: What the Uster Tester Reveals
Spinning mills running Uster or Premier testing equipment report four key parameters that reveal the gap between virgin and recycled cotton blends:
Yarn Parameter | Virgin Cotton (Ne 30) | Recycled Blend (Ne 20, 30% recycled) |
CVm (mass variation, %) | 10 — 13% | 14 — 18% |
Thin places (-50%) / km | 2 — 10 | 15 — 40 |
Thick places (+50%) / km | 30 — 80 | 80 — 200 |
Neps (+200%) / km | 50 — 150 | 150 — 400 |
Hairiness (H) | 3.5 — 4.5 | 4.5 — 6.0 |
Higher CVm and nep counts in recycled blends mean the yarn is more likely to cause stoppages on high-speed knitting machines (especially single-jersey circular machines running above 25 RPM) and will produce fabric with visible unevenness under flat-table inspection.
For buyers: if your knitting mill has a maximum CVm tolerance, communicate this before the PO is issued. Many recycled yarn suppliers can meet a CVm ≤ 16% for Ne 20 blends, but Ne 24 and above requires tighter raw material sorting and more sophisticated blending in the opening line — capabilities that distinguish top-tier recycled yarn mills from commodity suppliers.
6. Dyeing Behavior: Where Factories Lose Money
Dyeing recycled cotton blends is not the same as dyeing virgin cotton. The difference in dye uptake between the virgin and recycled components within the same yarn creates what dyers call “ring dyeing” or “core-skin” unevenness — the recycled fiber, having already been processed, dyed, and mechanically degraded, absorbs reactive dyes differently than virgin fiber.
Key production risks:
Shade variation: The virgin and recycled fractions in a single yarn take dye at different rates. A target shade that requires 2% owf dye concentration on virgin cotton may need 2.3–2.8% to achieve the same visual depth on a recycled blend, increasing chemical and water costs.
Batch-to-batch consistency: Recycled cotton feedstock is inherently variable — one batch of cutting scraps may originate from a different mill, with different base cotton, than the previous batch. Dye recipes may require adjustment between lots. Request color continuity samples from each new lot before bulk production.
Color fastness: Rubbing fastness (crocking) and washing fastness on recycled blends typically score 0.5–1.0 grade lower than virgin cotton fabrics on the AATCC scale, because the shorter recycled fibers are more prone to surface migration.
Experienced dyehouses compensate with longer pre-scouring cycles and optimized salt-alkali dosing curves. If you are qualifying a new recycled cotton supplier, run a lab-dip trial with at least three lots of yarn to confirm repeatability before scaling to bulk.
7. Cost Structure: Why Recycled Is Not Always Cheaper
Many buyers assume recycled cotton yarn is cheaper because the raw input is waste. The reality is more nuanced:
Cost Component | Virgin Cotton Yarn (Ne 20) | Recycled Blend Yarn (Ne 20, 30% recycled) |
Raw fiber (USD/kg) | $1.80 — 2.50 | 0.30−−0.80(waste)+0.30−−0.80(waste)+1.80 — 2.50 (virgin carrier) |
Sorting & preparation | Not applicable | $0.20 — 0.50 |
Spinning cost | Standard | 15 — 30% higher (more breaks, slower speeds) |
Quality control & testing | Standard | Additional nep/short fiber testing per lot |
Typical total (USD/kg) | $2.80 — 3.80 | $2.50 — 4.20 |
The waste feedstock is cheap, but the sorting, shredding, and blending labor is intensive. Spinning efficiency is lower because yarn breaks occur more frequently. And the mandatory virgin blend component means you are still exposed to virgin cotton price volatility. In some market conditions, recycled yarn at comparable counts can be more expensive than virgin yarn.
The economic case for recycled cotton improves when:
You are spinning coarse counts (Ne 6 — Ne 12) where quality demands are lower
You are sourcing from regions with established textile waste collection networks (India’s Tirupur cluster, Bangladesh, Turkey)
Your customers are willing to pay a sustainability premium that absorbs the processing cost delta
Yield note: The mechanical recycling process converts approximately 40–65% of input textile waste into usable fiber, depending on waste quality and the target yarn specification. The remaining fraction becomes short fiber dust, waste, and unusable material. Factor this yield loss into your supplier’s pricing logic.
8. Certifications: What a Buyer Must Verify
If you are marketing your finished garments as containing recycled cotton, certification is not optional. Brands and retailers increasingly require documented proof of recycled content claims to comply with EU Green Claims Directive and similar regulations.
The Two Recycled Content Standards
Standard | Issuing Body | Recycled Content Threshold | Key Requirement |
GRS (Global Recycled Standard) | Textile Exchange | ≥ 20% recycled content per product | Full chain of custody + social + environmental + chemical criteria |
RCS (Recycled Claim Standard) | Textile Exchange | ≥ 5% recycled content per product | Chain of custody only; no social/environmental criteria |
GRS is the dominant standard for apparel — it carries stronger market recognition and is required by most European brand sustainability programs. RCS is lighter, suitable when your buyer only needs to verify recycled content without the full GRS audit burden.
The TC Flow
Both standards use a Transaction Certificate (TC) system. Every entity in the supply chain that takes ownership of certified material must be scope-certified and issue a TC to the next buyer:
Waste collector (SC) → Recycled fiber producer (SC) → Yarn spinner (SC) → Fabric mill (SC) → Garment factory (SC) → Brand
SC = Scope Certificate holder. If any link in the chain lacks a valid scope certificate, the chain is broken and the final product cannot carry a GRS/RCS claim.
Before placing an order, request your recycled cotton yarn supplier’s current scope certificate (not just the certificate number — the full PDF). Verify:
The scope certificate’s expiry date
That the certificate covers the specific recycled fiber type (cotton, not generic “textile waste”)
That your supplier is listed as an active facility, not an expired one
9. End-Use Applications: Where Each Fiber Fits
Application | Recommended Fiber | Typical Blend | Reason |
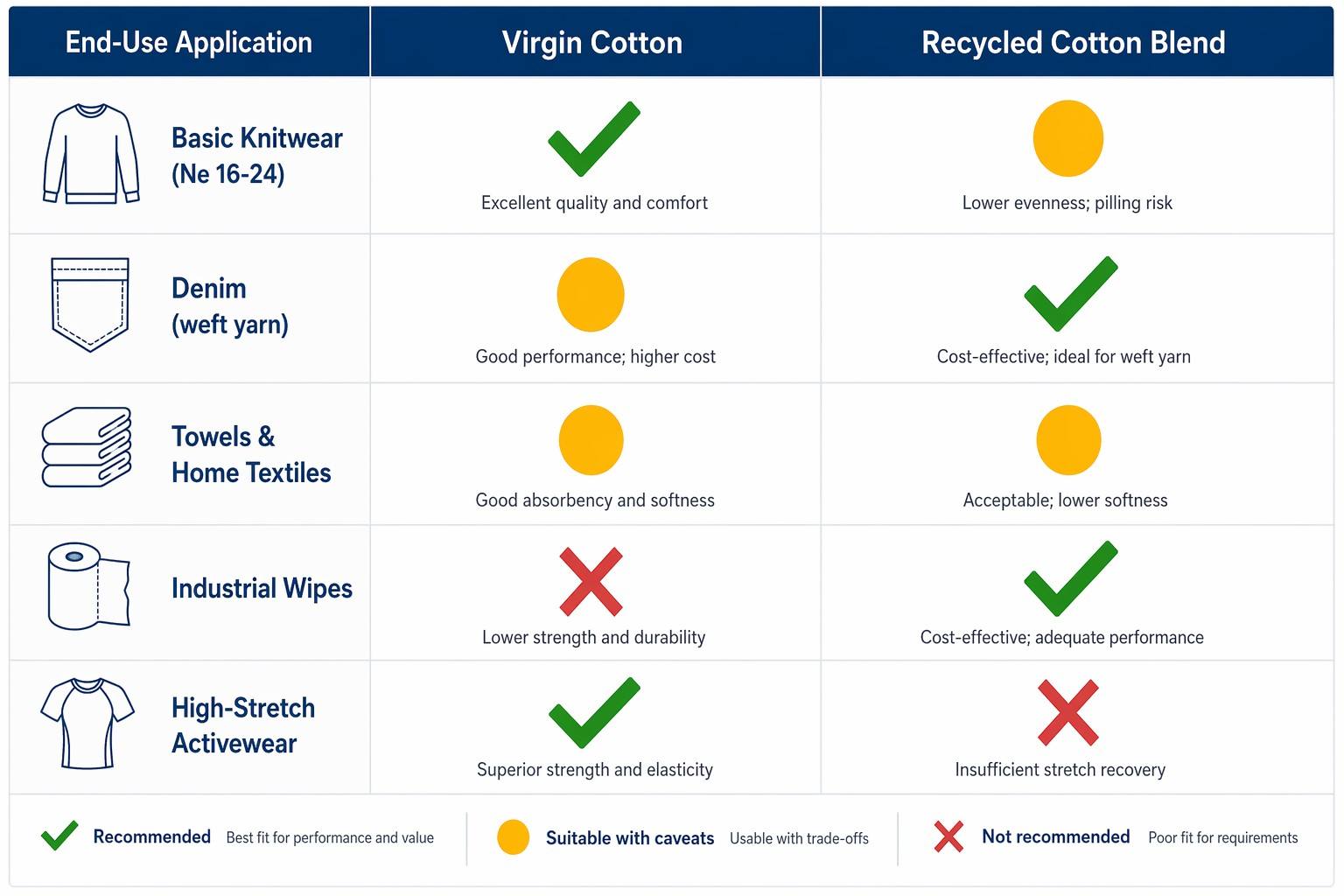
Premium knitted t-shirts (Ne 30+) | Virgin cotton | 100% cotton or cotton-elastane | Evenness, hand feel, dyeing consistency |
Basic casual knitwear (Ne 16–24) | Recycled cotton blend | 30–50% recycled + virgin cotton | Acceptable quality with sustainability claim |
Denim (weft yarn, Ne 6–12) | Recycled cotton blend | 20–35% recycled | Denim’s texture-tolerant aesthetic masks unevenness |
Home textiles (towels, bedding) | Virgin or recycled blend | 20–30% recycled content possible | Higher nep tolerance; post-consumer feedstock can be used |
Cleaning cloths, industrial wipes | Recycled cotton | 50–100% recycled (open-end) | Low quality requirements; maximum waste utilization |
Non-wovens (insulation, automotive felt) | Recycled cotton | Up to 100% post-consumer | Minimal mechanical demands |
High-stretch activewear | Virgin cotton-spandex or recycled polyester | Not applicable | Recycled cotton’s low tensile strength incompatible with spandex-level stretch demands |
10. Sourcing Geography: Where to Find Quality
Recycled cotton is not produced everywhere at equal quality. The supply is concentrated in regions with both dense textile manufacturing and established waste collection networks:
Region | Key Hub | Typical Output | Quality Notes |
India | Tirupur, Panipat | Primarily open-end Ne 6–16, some ring Ne 20 | Largest global supplier; variable quality; Panipat specializes in post-consumer shoddy |
Bangladesh | Dhaka, Narayanganj | Open-end Ne 10–20 | Feedstock heavily from RMG cutting waste; consistent pre-consumer quality |
China | Zhejiang, Jiangsu | Open-end Ne 6–21, some ring spun | Improving quality; integrated with domestic waste streams |
Turkey | Istanbul, Denizli | Ring-spun Ne 16–30 | Highest quality recycled cotton globally; consistent pre-consumer supply base |
Pakistan | Faisalabad | Open-end Ne 7–16 | Competitive pricing; limited GRS-certified volume |
Turkish recycled cotton commands a premium because the supply chain — predominantly pre-consumer cutting waste from Turkey’s large garment export industry — delivers cleaner, more consistent feedstock than the mixed post-consumer streams common in South Asian markets.
For Chinese buyers sourcing from regional suppliers, Zhejiang and Jiangsu mills have invested in automated color-sorting and multi-stage fiber opening lines that improve quality consistency, closing the gap with Turkish supply.
11. Sustainability: The Honest Comparison
Recycled cotton’s environmental case is real but boundary-constrained. Measuring impact requires defining the system boundary clearly.
Metric | Virgin Cotton | Recycled Cotton (Mechanical) |
Water consumption (per kg fiber) | 7,000 — 29,000 L (varies by irrigation) | Avoids agricultural water (the largest component); processing water ~50 L/kg |
Carbon footprint (kg CO2e/kg fiber) | 2.0 — 3.5 | 0.5 — 1.5 (processing only) |
Landfill diversion | None | 25 billion lbs annual global textile waste partially diverted |
Chemical inputs | Fertilizer, pesticide, defoliant (conventional); none (organic) | Scouring agents only; no agricultural chemicals |
Biodegradability | Fully biodegradable (cellulose fiber) | Biodegradable, but carrier fiber (e.g., polyester) may not be |
Re-recyclability | Not applicable | Cannot be mechanically recycled again without further fiber degradation |
The boundary problem: Virgin cotton’s environmental burden is dominated by agriculture (water, land, agrochemicals). Recycled cotton shifts the burden to collection, sorting, and transportation logistics. If post-consumer garments are collected door-to-door across Europe, shipped to India for sorting, trucked to Panipat for shredding, then shipped again as yarn to Bangladesh for garment production, the cumulative transport footprint erodes the recycling benefit. Pre-consumer waste sourced locally within the same manufacturing cluster minimizes this trade-off.
The biodegradability advantage of virgin cotton is a genuine differentiator that recycled blends cannot claim if the carrier fiber is synthetic. A 70% recycled cotton / 30% virgin polyester blend will shed microplastic fragments during washing and persist in the environment if landfilled. For brands whose sustainability story centers on biodegradability and microplastic-free textiles, 100% virgin cotton — or a 100% cellulosic blend — remains the only verifiable claim.
12. FAQ
Q: Can recycled cotton be recycled again?
No — not through mechanical recycling. Each shredding cycle reduces fiber length by an additional 30–50%. After one recycling pass, the fiber is already down to 10–22 mm; a second pass would produce fiber too short for any spinning process. This is why recycled cotton is described as “downcycled” rather than “truly circular.” Chemical recycling may eventually enable multiple recycling cycles, but the technology is not yet at commercial scale for cotton.
Q: What percentage of recycled cotton is typically used in commercial yarns?
For apparel-grade yarns: 20–35% recycled content is standard. Claims above 50% are achievable only in coarse open-end counts (Ne 6–10) for low-grade applications. Any supplier offering “100% recycled cotton yarn” via mechanical recycling is misrepresenting their product — ask for a fiber composition test report.
Q: Is recycled cotton more expensive than virgin cotton?
It can be. While the waste feedstock costs near zero, sorting, shredding, blending, and slower spinning speeds add processing overhead. For fine-count ring-spun yarns (Ne 24+), recycled blends are often priced at a 5–15% premium over equivalent virgin yarn. For coarse open-end yarns (Ne 6–12), recycled is typically 10–25% cheaper. The answer depends entirely on yarn count and quality specification.
Q: Does recycled cotton fabric feel different to the touch?
Yes. Recycled cotton fabrics typically feel slightly rougher and less uniform than their virgin counterparts. This is due to higher short fiber content, which protrudes from the yarn surface as micro-hairs. Enzyme wash or bio-polishing can improve hand feel, but adds processing cost. For applications where “soft” is the primary selling point (premium t-shirts, baby garments), virgin cotton remains the superior choice.
Q: How can I verify if cotton is genuinely recycled?
Request the following from your supplier:
A valid GRS or RCS scope certificate covering recycled cotton
The transaction certificate (TC) for your specific lot
A fiber composition test report from an accredited lab (e.g., SGS, Intertek, Bureau Veritas) showing recycled content
A nep/short fiber test report if you have set quality thresholds
Fiber composition testing can distinguish virgin from recycled cotton fibers under microscopy (fiber damage markers, length distribution anomalies), but it requires an experienced textile lab. The certification chain is the more practical verification path for commercial transactions.
Q: What certifications should a recycled cotton yarn supplier hold?
At minimum: GRS or RCS. For apparel destined for the EU, also verify OEKO-TEX Standard 100 (chemical safety) and, if organic cotton is used as the virgin carrier, GOTS. Some buyers additionally require the supplier’s social compliance audit (BSCI, Sedex, or SA8000), particularly when GRS certification is in place — GRS already includes social criteria, but some brands mandate an additional independent audit.
13. Decision Framework: When to Choose Which
If your priority is… | Choose… | Because… |
Yarn evenness and low defect rate (Ne 24+) | Virgin cotton | Recycled blends cannot match Uster CV% at fine counts |
Hand feel and consumer comfort | Virgin cotton or recycled blend ≤ 30% | Higher recycled content degrades softness |
Sustainability marketing with measurable impact | Recycled cotton blend (20–40%) | Diverts textile waste; GRS-certified claim |
Lowest per-kg cost (coarse yarns, Ne 6–16) | Recycled cotton blend | Waste feedstock is near-zero cost |
Biodegradability claim | Virgin cotton (100% cotton) | No synthetic carrier fiber; fully biodegradable |
Regulatory compliance (EU market) | Both; verify GRS/RCS/OEKO-TEX | Virgin cotton and recycled both certifiable; recycled adds GRS layer |
Color-critical or solid-dye applications | Virgin cotton | Recycled batch-to-batch dye consistency is inherently harder to control |
Circular economy narrative | Recycled cotton (pre-consumer) | Closest to closed-loop with current technology |
Conclusion
Virgin cotton and recycled cotton are not interchangeable — they are different materials with different manufacturing constraints, different cost drivers, and different quality profiles. The CottonWorks article from Cotton Incorporated positions virgin cotton as unequivocally superior, but the real answer is more nuanced: recycled cotton has a legitimate and growing role in the textile supply chain, provided buyers understand the limitations and write specifications accordingly.
For procurement managers: define your yarn count and quality tolerance before deciding on fiber type. For quality managers: set nep limits and CV% targets in your PO rather than accepting generic “recycled cotton yarn” specifications. For sustainability leads: verify the full certification chain and consider the transport boundary when calculating net environmental benefit.
Fangtuosi supplies both virgin cotton fabrics and recycled-content blends, with GRS and OEKO-TEX certified production. Whether your next order calls for premium 100% cotton single jersey or a recycled cotton-polyester open-end yarn for sustainable knitwear, we can provide specification sheets, lab-dip services, and TC documentation before you commit to bulk.
Internal Link Placement Summary
Section | Anchor Text / Context | Target URL |
Section 1 (Virgin Cotton) | Browse virgin cotton fabric options | |
Section 2 (Recycled Cotton) | Explore recycled fabric products | |
Section 4 (Blend Requirements) | See CVC/TC cotton-polyester blends | |
Section 8 (Certifications) | Learn about production facilities and quality standards | |
Section 9 (End-Use Applications) | Browse cotton-spandex fabrics | |
Section 10 (Sourcing Geography) | Contact our sourcing team | |
Section 12 (FAQ) | Visit our FAQ page | |
Conclusion (CTA) | Inquire about specifications and documentation |
